

摘編自《廣東包裝》2012年03月第二期
作者:伍秋濤
作者:伍秋濤
干法復合機干燥裝置,一般采用電加熱器,經烘箱(烘道)噴嘴,將熱空氣通過縫狀噴嘴以一定速度吹到已涂布膠黏劑的塑料薄膜上,使粘合劑中的溶劑揮發干凈。如圖1所示。干燥不徹底不僅會使復合材料發粘打皺、牢度不良、有氣泡等故障,而且殘留的溶劑會產生異味,不符合食品包裝衛生標準。

一、實際檢測數據
1、復合機的進排風狀態檢測
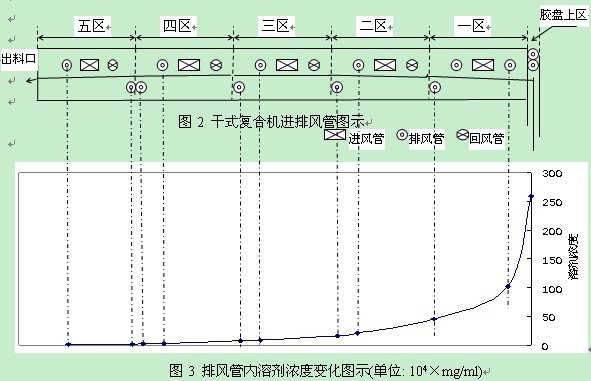
該干式復合機的進排風烘箱結構如圖2所示,設備的干燥風量狀態見表1。
表1 干式復合機的干燥風量狀態
|
|
1區 |
2區 |
3區 |
4區 |
5區 |
備注 |
|
風咀風速m/s |
8.5/11.4/9.8 |
7.8/8.4/7.4/7.4 |
9.0/10.3/8.8/ 8.7 |
6.0/10.2/8.9/ 7.0 |
8.1/6.3/8.0 |
理想風咀風速在8~15m/s |
|
進風口風速,m/s |
18.5/20.4/18.9 |
15.1/14.3/13.4 |
15.5/16.1/15.6 |
12.5/13.5/12.3 |
9.7/10.3/10 |
進風口面積:15.2×25mm2 |
|
風壓狀態 |
入口 |
+1.5/+1.1 |
給風機功率 |
3786m3/h×5 |
排風口面積 |
300×300cm2 |
|
出口 |
-3.3/-3.6 |
排風機功率 |
8489m3/h |
排風口風速 |
21m/s |
?? 注:設備一區無回風管,二區到五區均有回風管但無控制閥門。
2、乙酯的濃度檢測
820mm的消光OPP印刷膜涂膠復合,抽取1ml的排風管中的氣體用氣相色譜儀檢測其乙酯的
含量,各排風管中乙酯含量如表2所示。涂布工藝:某低粘度高固含量雙組分酯溶性聚氨酯膠粘劑,上膠量2.3g/m2,工作濃度33%,機速110m/min,干燥溫度設定(一區→五區):50、60、65、70、75℃。
表2? 排風管中乙酯濃度數據
|
檢測部位 |
乙酯濃度,104×mg/ml |
檢測部位 |
乙酯濃度,104×mg/ml |
|
膠盤上區 |
259.08 |
三區(上) |
8.445 |
|
一區(上) |
101.6 |
三區(下) |
7.819 |
|
一區(下) |
45.57 |
四區(上) |
2.148 |
|
二區(上) |
20.464 |
四區(下) |
2.009 |
|
二區(下) |
16.267 |
五區(上) |
0.854 |
|
|
|
五區(下) |
1.3015 |
將表2中數據與圖2中的在烘箱中的位置對應作圖3。從圖3中,可以很直觀地觀察到干式
復合過程時烘箱中干燥介質(空氣)中乙酯含量的基本變化趨勢。
二、干式復合干燥過程分析
1、干燥溫度的設定規律
從表2中可看出,在涂膠膜進入烘箱中的第一區干燥介質的乙酯濃度(與另四區段相比)最高,這也說明復合機第一區干燥溫度設定不能太高(一般不能高于65℃)。因為溫度過高,膠層表面的溶劑快速揮發而結皮反而抑制了內層溶劑在后幾區干燥段的逸出。而且溫度應按梯度逐漸升高的規律設定,目的是加速硬化區和排除異味區膠層溶劑的擴散揮發,減少薄膜內的溶劑殘留。
?
2、溶劑的燃爆濃度水平設計溶劑的體積爆炸濃度分上限和下限,處于上下限之間的濃度都會引起爆炸。爆炸濃度下限是干燥器設計的重要標準,用LEL 表示時,LEL100 就是爆炸濃度下限,LEL25是復合機干燥的設計基準。表3列出了乙酸乙酯的體積爆炸濃度。
表3 乙酯的體積爆炸濃度
|
爆炸濃度(體積%) |
LEL100 |
本文系包裝前沿網(pack168.com)獨家供稿,禁止轉載、拷貝,違反者包裝前沿網將追究其人和單位的法律責任。有疑問請致電020-85626447。
| ||