

摘要:針對當前多制式軟包裝制袋設備存在制式功能兼容的局限性影響效率問題,文章從應用在多功能多制式一體化制袋機的多種制袋制式的自立裝置技術創新應用進行分析,并提出了解決的技術對策。
關鍵詞:多制式軟包裝制袋機,自立裝置。
全自動多制式制袋機是適用于以塑料復合薄膜為制袋原料,因應不同目標軟包裝袋式要求,集合中封、三邊封、四邊封、加底折底自立、拉鏈功能等多種制袋成型模式,可制成應用于食品、日化、醫藥等領域的不同袋式的中封袋、三邊封袋、四邊封袋、加底或折底自立袋、拉鏈袋等軟包裝袋的一體化全自動多制式制袋設備。
當前國內對食品、日化、醫藥等包裝用不同袋式的多功能多制式軟包裝制袋設備需求急劇上升,而國內外同行裝備都存在沒法滿足多制式功能兼容的局限性,且存在成型結構復雜、整機提升效率差等問題。
鑒于上述缺陷,本文論述一種新型結構的一種集單片式折底自立、三片式加底自立、三邊封自立、四片式四邊封叉立體自立成型以及導入拉鏈、對底膜料的打孔等多功能為一體的全自動多功能多制式一體化制袋機的自立裝置,能夠實現現有的各種的自動制袋機的所有功能,且造價相對便宜,集成度高,省人工、省設備、省電、省油,效率高,使其更具有實用性。
1.應用于多制式制袋設備的多功能自立成型裝置技術結構:
現有的自動制包裝袋機一般有中封全自動制袋機、三邊封全自動制袋機、四邊封全自動制袋機、加底折底自立全自動制袋機,上述各種制袋機只能根據自身的功能配備專用的自立設備,其最大的缺陷是:每種制袋機的專用自立設備只能制造加底或者折底一種類型的包裝袋,要做多種包裝袋需要購買各種功能的自動制袋機及適應各種功能的專用自立設備,這無疑使配套的人工與設備多,增加了制袋成本。
本創新技術提出并形成一種全自動多制式一體化制袋機的自立裝置(見圖1),能完成集中封、三邊封、四邊封、加底折底自立、拉鏈為一體的全自動制作多功能多制式一體化包裝袋中的自立功能。其是由外框架裝置31、加底自立成型裝置32、折底自立成型裝置33、電機牽引裝置34組成。另外,還包括外框架裝置31,拉鏈導入裝置31-10,上輥筒微調機構31-15,沖孔器安裝座31-16等組成。
?????????????????? .jpg)
?
???????????? 圖1:多制式制袋機的自立裝置結構示意圖
2.多功能自立成型裝置的不同制式應用分析
本技術裝置在加個各種袋式軟包裝制時,利用多功能自立裝置實施的自立成型或走膜過程如下:
⑴ 單片式折底自立包裝袋的自立成型技術原理
請參閱附圖2(紅色為膜料),通過在外框架31-18上方的對折雙層膜料沿位于上方的輥筒31-1的上面走膜,該雙層膜料再繼續沿輥筒31-2的下面走膜,后該雙層膜料繼續沿輥筒31-3上面走膜,然后,雙層模料走膜繞過膠輥31-8,繼續走膜上至輥筒31-4后面,雙層膜料繼續向位于輥筒31-4上方走膜至輥筒31-5的前面,該雙層膜料再繼續向位于輥筒31-5上方走膜至輥筒31-6的后面,再繼續向位于輥筒31-6上方走膜至輥筒31-7的上面,雙層膜料再沿著折底自立成型器33-1向下方走膜,膜料通過折底自立成型器33-1的走膜過程中,使該膜料對折一邊向內叉入形成自立袋所需底膜,實現折底自立成型,經折底自立成型的膜料通過牽引膠輥34-1和豎向壓輥34-4之間,該折底自立成型的膜料再繼續通過牽引膠輥34-1的下面和橫向壓輥34-5的上面之間,最后該折底自立成型的膜料繼續向前走膜至膜面調節輥34-6的上面通過,將該折底自立成型的膜料送入下一程序。
⑵ 三片式加底自立包裝袋的自立成型技術原理
請參閱附圖3,上片膜料走膜和下片膜料走膜同三邊封包裝袋的自立成型走膜過程(紅色為膜料)。
加底膜料放置于兩側底膜放料盤32-1上,通過立式輥筒膠輥組立式小輥筒32-5、立式牽引壓輥32-6、立式牽引膠輥32-7、立式小輥筒32-8、立式小輥筒32-9,到達對折成型器34-10,對折成型器34-10將該底膜料對折成型,已對折成型的底膜向前方走膜至膠輥31-8和膠輥31-9之間,該對折成型的底膜與上片膜料和下片膜料匯合于膠輥31-8和膠輥31-9之間,對折成型的底膜位于上片膜料和下片膜料中間,繼續向前走膜至膜面調節輥筒34-6,并將該三片膜料送入下一程序。當一次性制作兩個加底自立袋時,兩側加底自立成型裝置同時動作。
⑶ 三邊封包裝袋的自立成型技術原理
???????? 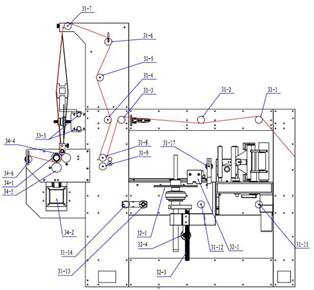
圖2:自立裝置的單邊式折底走膜示意圖
????????? 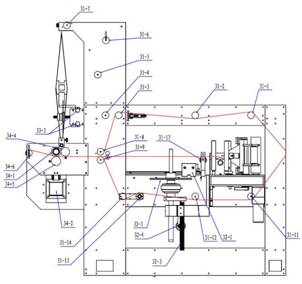
圖3:自立裝置的三片式加底走膜示意圖
????????? 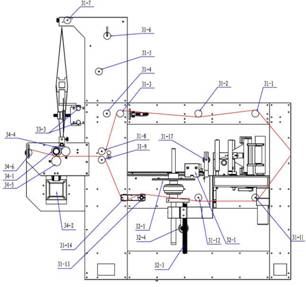
圖4:自立裝置的三邊封走膜示意圖
請參閱附圖4(紅色為膜料),在外框架31-18上方的經成型架對切后的一片膜料沿位于上方的輥筒31-1的上面走膜,再繼續沿輥筒31-2的下面走膜,后該膜料繼續沿輥筒31-3上面走膜,最后該膜料走膜繞至膠輥31-8。
在外框架31-18下方的經成型架對切后的一片膜料沿位于下方的輥筒31-11的下面走膜,再沿輥筒31-12的下面走膜,然后該膜料沿輥筒31-13上面走膜,再沿輥筒31-14的下面走膜。該膜料繼續走膜繞到膠輥31-9,與上方膜料匯合并從膠輥31-9和膠輥31-8之間通過,再繼續沿著豎向壓輥34-4的下面走膜,然后該膜料再沿牽引輥34-1和橫向壓輥34-5之間通過,最后該底膜料繼續走膜沿膜面調節輥筒34-6的上面,將膜料送入下一個程序。
⑷ 四片式四邊封叉立體成型包裝袋的自立成型技術原理
四片式為兩側加底自立成型裝置同時運行,其他走膜過程同三片式加底自立包裝袋,請參閱附圖3三片式加底自立包裝袋在該技術實施的走膜過程。
⑸ 拉鏈功能應用原理:該設備設有拉鏈原料的導入裝置,為拉鏈包裝袋的下一步制作流程做相應儲備。
⑹ 打孔功能應用原理:通過在沖模座上安裝相配套的沖孔器完成對膜料的打孔功能,完成對底膜料的打孔功能。
3 結論:
本新型裝置技術與現有技術相比具有明顯的優點和有益效果,其應用優點在于:
⑴ 本裝置技術集中封、三邊封、四邊封、加底折底自立、拉鏈功能為一體,解決已有制袋機單一性的問題,能用于制作各種袋型,避免制袋機做完一種袋子,要做另一種時要重新購買新機和增加人工而造成的浪費,由于集成度高,從而省人工、省設備,大幅降低成本,提高經濟效益,在使用的實用性及成本效益上,符合產業發展利用價值。
⑵ 本裝置技術由于采用輥筒組、立式小輥筒以及各種位移調節裝置,使走膜順暢合理,從而使提高了各種類型包裝袋的質量,提高了效率,相當具有產業的利用價值。
⑶ 本技術裝置應用不僅結構簡單,而且在操作過程中很方便的更換膜的走向,就可實現制造四邊封袋或加底自立袋或折底自立袋或具有拉鏈功能的包裝袋,更能符合使用者對于各種類型包裝袋產品的需求,能夠給予使用者更佳的選擇,而能夠大幅提升其整體效益性,從而更為適于實用。