

一、重復(fù)長(zhǎng)度的重要性
所謂重復(fù)長(zhǎng)度(縮寫(xiě)為R),國(guó)家標(biāo)準(zhǔn)GB/T 28118-2011食品包裝用塑料與鋁箔復(fù)合膜、袋中的定義為:一個(gè)印刷單元的長(zhǎng)度,在復(fù)合蓋膜中是指兩個(gè)連續(xù)的印刷圖案之間要求的距離。圖1為蓋膜的排版圖,其中AZL表示一個(gè)步進(jìn)長(zhǎng)度,包括4個(gè)重復(fù)長(zhǎng)度。實(shí)際產(chǎn)品當(dāng)中AZL=n*R(n=1,2,3,4……)。
????????? 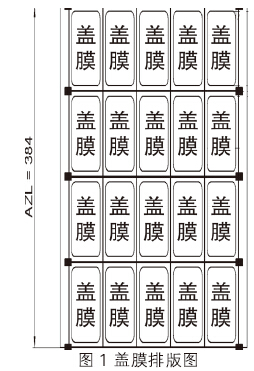
圖1 蓋膜排版圖
在拉伸機(jī)上進(jìn)行包裝時(shí),蓋膜和底膜配套使用,底膜是具有熱成型功能的,由于模具的長(zhǎng)度是固定的,那么底膜在成型后的長(zhǎng)度也是固定,所以對(duì)于蓋膜的長(zhǎng)度要求就非常高。如果蓋膜的長(zhǎng)度大于模具的長(zhǎng)度,在蓋膜與底膜封合后,分切時(shí)圖案位置就會(huì)產(chǎn)生偏差;如果蓋膜的長(zhǎng)度小于模具的長(zhǎng)度,由于蓋膜在放卷過(guò)程中受到張力的控制,稍小時(shí)蓋膜可以輕微拉伸補(bǔ)償?shù)脚c模具的長(zhǎng)度一樣,稍大時(shí)拉伸補(bǔ)償不到模具的長(zhǎng)度時(shí)圖案位置也會(huì)產(chǎn)生偏差。
????????? 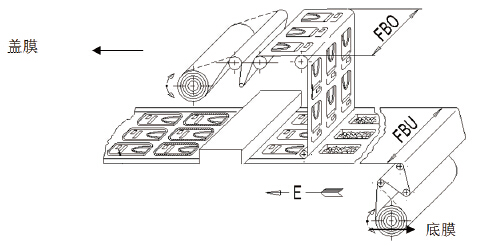
圖2 蓋膜與底膜包裝過(guò)程示意圖
二、成品重復(fù)長(zhǎng)度控制
成品是指復(fù)合軟包裝企業(yè)經(jīng)過(guò)印刷、復(fù)合、分切之后能夠供下游客戶使用的合格品。
復(fù)合膜根據(jù)可否拉伸進(jìn)行分類(lèi),包括:不能被拉伸的復(fù)合膜、可輕微拉伸的復(fù)合膜、良好伸縮性的復(fù)合膜、極好伸縮性的復(fù)合膜。
現(xiàn)在常用的蓋膜結(jié)構(gòu)有BOPP/PE、BOPA/RCPP、BOPA/PE、BOPET/PE等,這些復(fù)合膜均屬于可輕微拉伸的復(fù)合膜。通過(guò)大量的試驗(yàn)統(tǒng)計(jì),可輕微拉伸的復(fù)合膜重復(fù)長(zhǎng)度相對(duì)于模具長(zhǎng)度偏差值為-5‰~-1‰,即復(fù)合膜重復(fù)長(zhǎng)度比模具長(zhǎng)度小1‰~5‰,絕對(duì)值為≤2mm。
三、版輥尺寸控制
制版是所有復(fù)合軟包裝企業(yè)開(kāi)始內(nèi)部生產(chǎn)控制的第一環(huán)節(jié),版輥尺寸直接決定著印刷、復(fù)合和成品的尺寸,所以制版尺寸就顯得尤為重要,是控制環(huán)節(jié)重中之重。
為了保證成品重復(fù)長(zhǎng)度比模具長(zhǎng)度小1‰~5‰,那么版輥上的長(zhǎng)度相對(duì)于模具長(zhǎng)度也應(yīng)該介于-5‰~-1‰之間,通過(guò)大量的試驗(yàn)統(tǒng)計(jì),版輥基準(zhǔn)長(zhǎng)度相對(duì)于模具長(zhǎng)度-3‰~-1.5‰較為合適(此系數(shù)設(shè)定為k1),即版輥基準(zhǔn)長(zhǎng)度=(1+k1)*R。印刷原膜在印刷過(guò)程中受到張力的影響,膜會(huì)有輕微地拉伸,那么實(shí)際上膜是在拉伸狀態(tài)下進(jìn)行印刷,該拉伸在彈性變形范圍內(nèi),在張力消除時(shí)印刷膜會(huì)回彈,即印刷后的長(zhǎng)度會(huì)有輕微縮小,為了補(bǔ)償這種縮小,在制版時(shí)長(zhǎng)度應(yīng)進(jìn)行放量。經(jīng)驗(yàn)數(shù)據(jù):BOPP放量3‰,BOPA、BOPET放量2‰(此放量設(shè)定為k2),所以版輥周長(zhǎng)=n*(1+k1)*(1+ k2)*R(n=1,2,3,4……)。
四、生產(chǎn)過(guò)程控制
生產(chǎn)過(guò)程包括印刷、復(fù)合、熟化、分切,其中印刷、復(fù)合、熟化只要張力和溫度設(shè)置合適均能保證下機(jī)后的重復(fù)長(zhǎng)度等于版輥基準(zhǔn)長(zhǎng)度。唯有熟化這個(gè)過(guò)程屬于較難控制的環(huán)節(jié),因?yàn)槊糠N材料的熱收縮率不一樣。
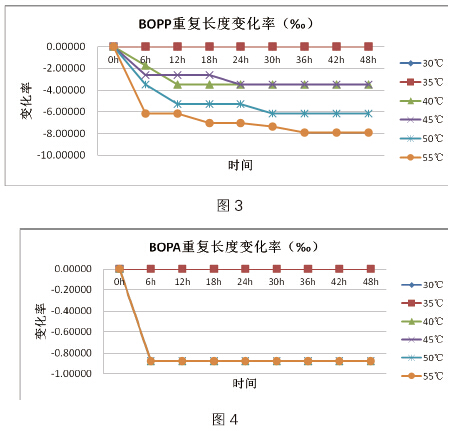
國(guó)家標(biāo)準(zhǔn)GB/T 10003-2008 普通用途雙向拉伸聚丙烯(BOPP)薄膜中對(duì)BOPP的縱向熱收縮率要求為≤4.5%(120℃,2min);國(guó)家標(biāo)準(zhǔn)GBT 20218-2006 雙向拉伸聚酰胺(尼龍)薄膜中對(duì)BOPA的縱向熱收縮率要求為≤3%(160℃,5min);國(guó)家標(biāo)準(zhǔn)GB/T 16958-2008 包裝用雙向拉伸聚酯薄膜中對(duì)BOPET的縱向熱收縮率要求為≤3.0%(150℃,30min)。從國(guó)家標(biāo)準(zhǔn)中看,BOPP、BOPA、BOPET熱收縮率測(cè)試的溫度和時(shí)間都不一致,為此筆者將BOPP18μm、BOPA15μm、BOPET12μm薄膜在相同環(huán)境下進(jìn)行熱收縮率(縱向)測(cè)試,發(fā)現(xiàn)了如下規(guī)律:
???????????? 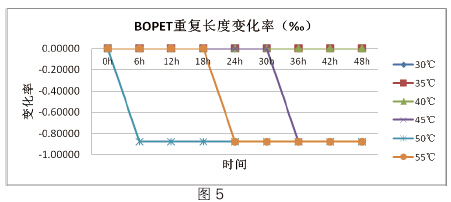
從圖3、圖4、圖5中能看出BOPP在30~55℃每隔5℃的重復(fù)長(zhǎng)度變化率都不相同,BOPA與BOPET30~55℃重復(fù)長(zhǎng)度變化率均相同。復(fù)合軟包裝企業(yè)復(fù)合使用的膠水多數(shù)為雙組份聚氨酯,膠水發(fā)生交聯(lián)反應(yīng)的起始溫度約30℃,推薦熟化溫度為50±5℃,時(shí)間根據(jù)產(chǎn)品的不同有所不同。
結(jié)合上述試驗(yàn)結(jié)果,筆者建議BOPP/PE等結(jié)構(gòu)熟化后可進(jìn)行分切的條件為:溫度30~35℃,時(shí)間36~48h;BOPA/RCPP、BOPA/PE、BOPET/PE等結(jié)構(gòu)熟化后可進(jìn)行分切的條件為:溫度40~45℃,時(shí)間24~36h。
五、結(jié)束語(yǔ)
上述為筆者針對(duì)印刷層為BOPP、BOPA、BOPET兩層復(fù)合蓋膜重復(fù)長(zhǎng)度的研究,希望能夠起到拋磚引玉的作用,探索出更好地控制復(fù)合蓋膜重復(fù)長(zhǎng)度的方法。